凯发ag旗舰厅登录网址下载的产品中心




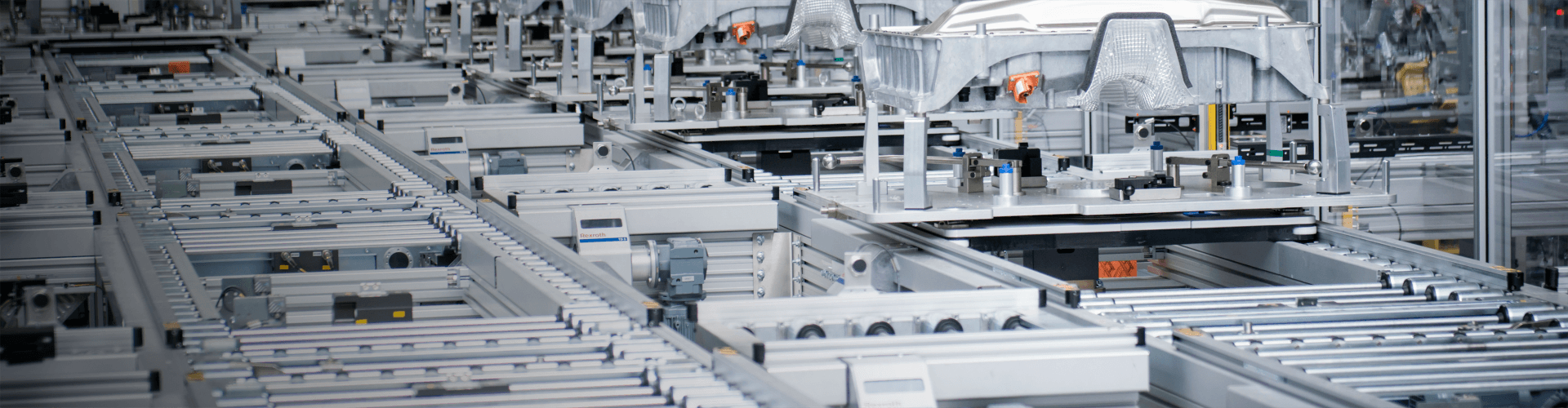
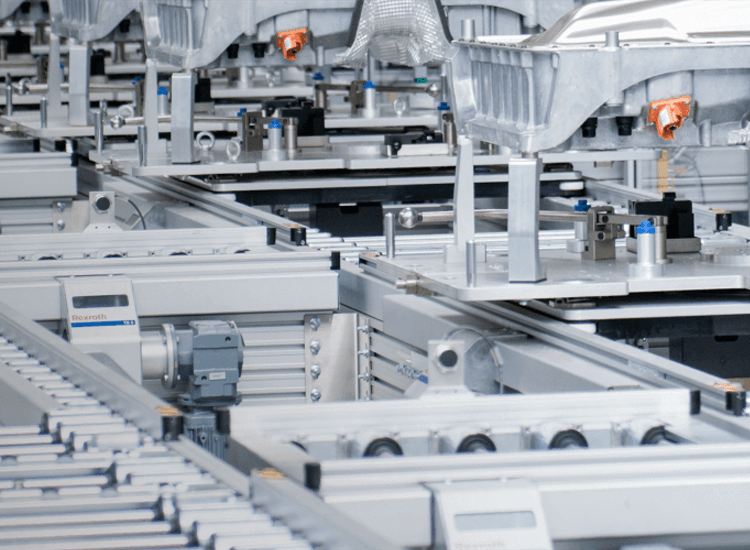
汽车生产线
充电桩生产线
电动车生产线
电机生产线
电器生产线
管桩生产线
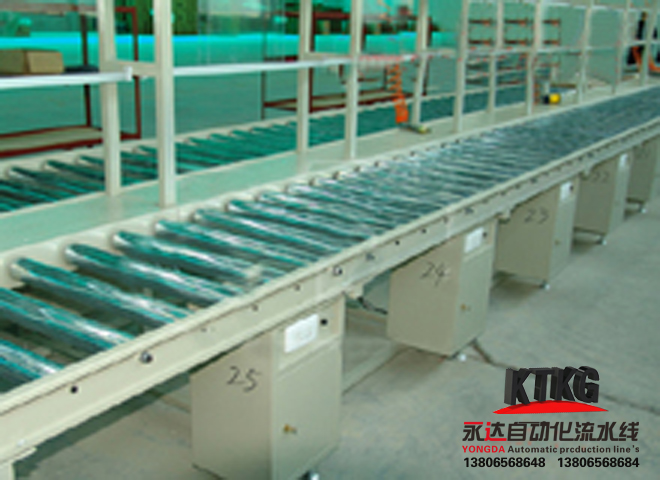
滚筒流水线
老化线生产线
马桶生产线
摩托车生产线
变速器生产线
沙发装配线
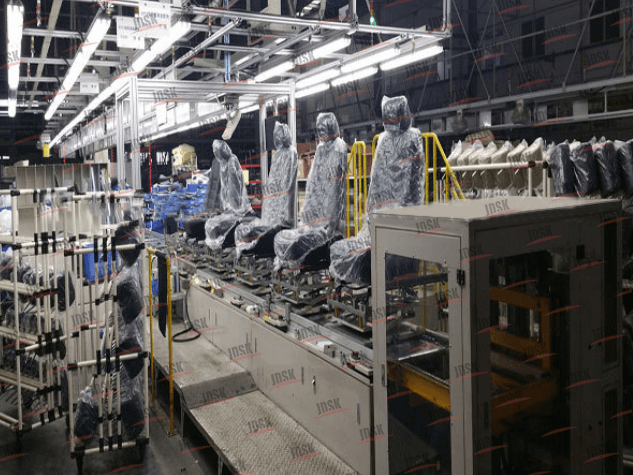
座椅生产线
流水线-生产线
总装线-自动化生产线
汽车生产线
半挂车牵引车生产线
柴油车生产线
城市公交车生产线
矿车生产线
城市箱式车生产线
纯电动车生产线
大巴车生产线
大客车生产线
电动公交车生产线
电动卡车生产线
电动旅游车生产线
吊车生产线
公安消防车生产线
后八轮工程车
混凝土运输车
机场作业车生产线
吉普车生产线
集装箱车生产线
家用小车生产线
搅拌车生产线
救护车生产线
军用重型车生产线
矿山车生产线
垃圾车生产线
冷藏车生产线
旅游客车生产线
履带式车生产线
面包车生产线
内燃机车生产线
农用收割机生产线
汽车拆装自动化生产线
汽车发动机装配线
轻卡生产线
沙滩车生产线
商务车生产线
市政建设工程作业车生产线
新能源汽车生产线
油电混合动力生产线
中巴车生产线
重卡生产线


电机生产线
单相电机
并励直流电动机
步进电动机
齿轮减速电动机
串励直流电动机
磁滞同步电动机
磁阻同步电动机
单相串励电动机
单相异步电动机
电磁减速电动机
电磁式直流电动机
电磁调速电动机
电磁直流电动机
电动工具电动机
分相式单相异步电动机
复励直流电动机
感应电动机
交流电动机
交流换向器电动机
交直流两用电动机
开关磁阻调速电动机
力矩电动机
驱动电动机
绕线型异步电动机
绕线转子感应电动机
三相电机
三相异步电动机
同步电动机
无极变速电动机
无极变速器
无极恒速电动机
异步电动机
永磁同步电动机
永磁直流电动机
有级变速电动机
有级恒速电动机
有级直流电动机
直流电动机
直流电机
直流调速电动机
自动变速机
电器生产线

管桩生产线




摩托车生产线

沙发装配线
座椅生产线